
COLUMN技術コラム
[No.24] パウダーベッド方式の金属3DプリンターでのAM設計 -造形方向-
2019.01.16
3Dプリント 金属造形
No.23にて、造形品の品質と生産性を両立するために、サポートの選定だけでなく、形状の再現性や造形方向と合わせて考えていく必要性があることを述べました。今回は、造形方向を検討する際の要点ついてご紹介します。
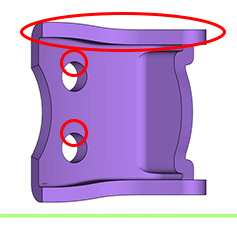
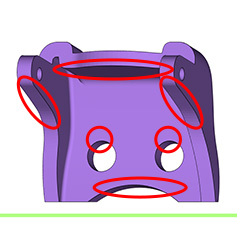
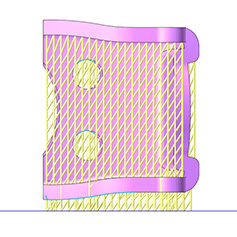
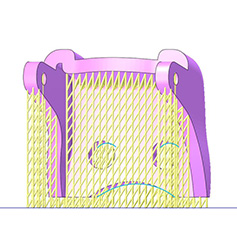
金属3Dプリントには、造形していく際に形状が崩れやすい向きと、崩れにくい向きがあります。形状が崩れやすい箇所を可能な限り減らすような造形方向を採用することで、高品質な造形ができるようになります。形状が崩れる例として、水平方向の下面部における変形が要因となるものが挙げられます。そのような品質低下を防ぐためには、多くのサポートを付けることが必要になり、データ処理の時間、造形時間、後処理の時間が増大し、生産性の低下を招きます。Fig.1のデータでは、①、②の造形方向ではなく、③の造形方向を採用することで、水平方向の下面が少なくなり、生産性の高い造形を行うことができます(Fig.2)。
| ① | ② | ③ |
 |
 |
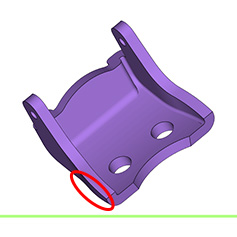 |
Fig.1造形方向の違い(赤丸:水平方向の下面)
| ① | ② | ③ |
 |
 |
 |
Fig.2①、②のサポート付きデータ、③の造形品画像
しかし、中空形状など複雑な形状では、どのような造形方向を採用しても、水平方向の下面が存在する場合があります。そのような場合は、要求仕様を満たせる範囲内で、水平方向の下面になる箇所の形状を設計変更することが一つの解決方法となります。または、造形方向を選ぶ際に、製品のうち設計変更できない重要な箇所の形状が水平方向の下面にならないような造形方向を採用し、それ以外の形状が崩れやすい箇所を設計変更することも考えられます。
このような生技要件を考慮したAM設計を行うことで、品質と生産性を両立した部品製造ができるようになります。
関連コラム
-

2018.12.19
3Dプリント 金属造形
サポート形状の違いによる造形への影響
-
2018.12.03
3Dプリント 金属造形
Ni基超合金造形品のスキャンストラテジーと金属組織の関係
-
2018.11.15
3Dプリント 金属造形
アルミニウム造形品のスキャンストラテジーと金属組織の関係
