
COLUMN技術コラム
[No.28] 超々ジュラルミン(A7075)が造形時に割れてしまう原理
2019.03.21
3Dプリント 金属造形
No.27にて、超々ジュラルミン(A7075)は溶接割れ[1]しやすいために造形に不向きであると紹介しました。今回は、溶接割れの原理を解説します。
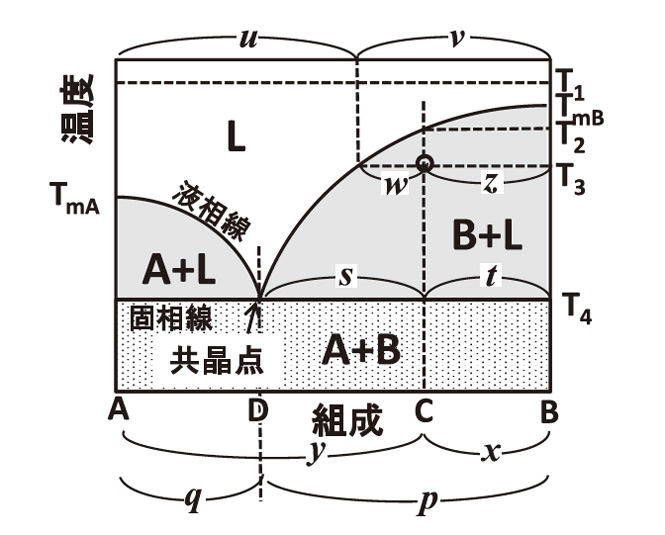
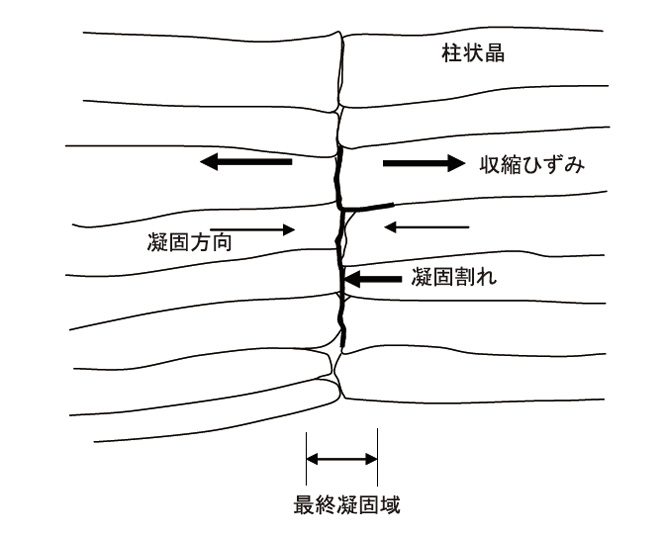
溶接割れには凝固割れや融解割れ[4]など複数の種類がありますが、もっとも基本となるのが凝固割れです。凝固割れはFig.1のように、凝固過程で固相と液相が共存する状態から、凝固完了の直前に収縮歪みによって開口してしまう状態を示します。このことから、状態図において液相線から固相線までの温度差が大きい材料ほど凝固割れが発生しやすいと言えます。Fig.2に一般的な共晶型相平衡状態図を示します。縦軸は温度、横軸はAとBの元素の組成の比を表しています。点Dの組成の場合、液相線と固相線が一致(=共晶点)するため、凝固割れの原因となる液相線と固相線の温度差は0です。一方、点Cの組成の場合、液相線から固相線までの温度差は⊿T2-T4となります。実際にAlSi12、AlSi10Mg、A7055(A7075と同系統のアルミ合金)の液相線-固相線の温度差はそれぞれ、およそ0℃[5]、35℃[6]、120℃[7]となり、AlSi12、AlSi10Mgといった造形可能な材料に対し、7000系アルミニウム合金の固相-液相共存温度域が広いことがわかります。それ故、超々ジュラルミンは急速な溶融凝固を繰り返す3Dプリンターと相性が悪いのです。3Dプリンターで高強度アルミを活用するためには、aeromet社のA20XTMや、AP WORKS社のScalmalloy®など、3Dプリンターに最適化された材料を用いるのが望ましいでしょう。
- ※aeromet社:http://www.aeromet.co.uk/
※AP WORKS社:https://apworks.de/de/
[1] 圓城 敏男, アルミニウムおよびその合金の溶接, 軽金属, 1983, Vol. 33(8); p482-490
[2] 細井 宏一ら, 溶接割れについて, 溶接学会誌, 2009; Vol.78(6): p555-561
[3] Kohei Fukumi, A Primer on Phase Diagrams, NEW GLASS, 2014; Vol.29, No.113: p34-48
[4] 福井 利安, アルミニウム合金溶接部の共晶融解と微小割れに関する研究, 溶接学会誌, 1969; Vol.38(6): p572-581
[5] 神尾彰彦編, アルミニウムの組織と性質, 軽金属学会出版
[6] 高田 尚記ら, 金属粉末レーザ積層造形法によって作製されたAl–10Si–0.4Mg合金の組織と機械的性質, 軽金属, 2017; Vol.67(11): p582–588
[7] 坂口 信人, 7000系アルミニウム合金反連続鋳造鋳塊での凝固割れ, UACJ Technical
関連コラム
-
2019.03.04
3Dプリント 金属造形
超々ジュラルミン(A7075)を3Dプリンターで造形できない理由
-
2019.02.18
3Dプリント 金属造形
金属3Dプリントで造る微細形状(ラティス構造等)の研磨に適した埋込方法
-

2019.01.28
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのAM設計 -変形予測と造形方案-
