
COLUMN技術コラム
[No.40] 金属3Dプリンターの残留応力が品質へ及ぼす影響② - オーバーハング形状 -
2019.09.09
3Dプリント 金属造形
No.39にて、「ビルドプレート」と「造形品」における拘束と残留応力の関係性を紹介しましたが、造形品の「上部」対「下部」でも同様の関係性が成り立ち、上部が下部に拘束されて残留応力が発生します。中でも、オーバーハング形状はその影響を顕著に受けるため、今回はオーバーハング形状のそりについて紹介します。
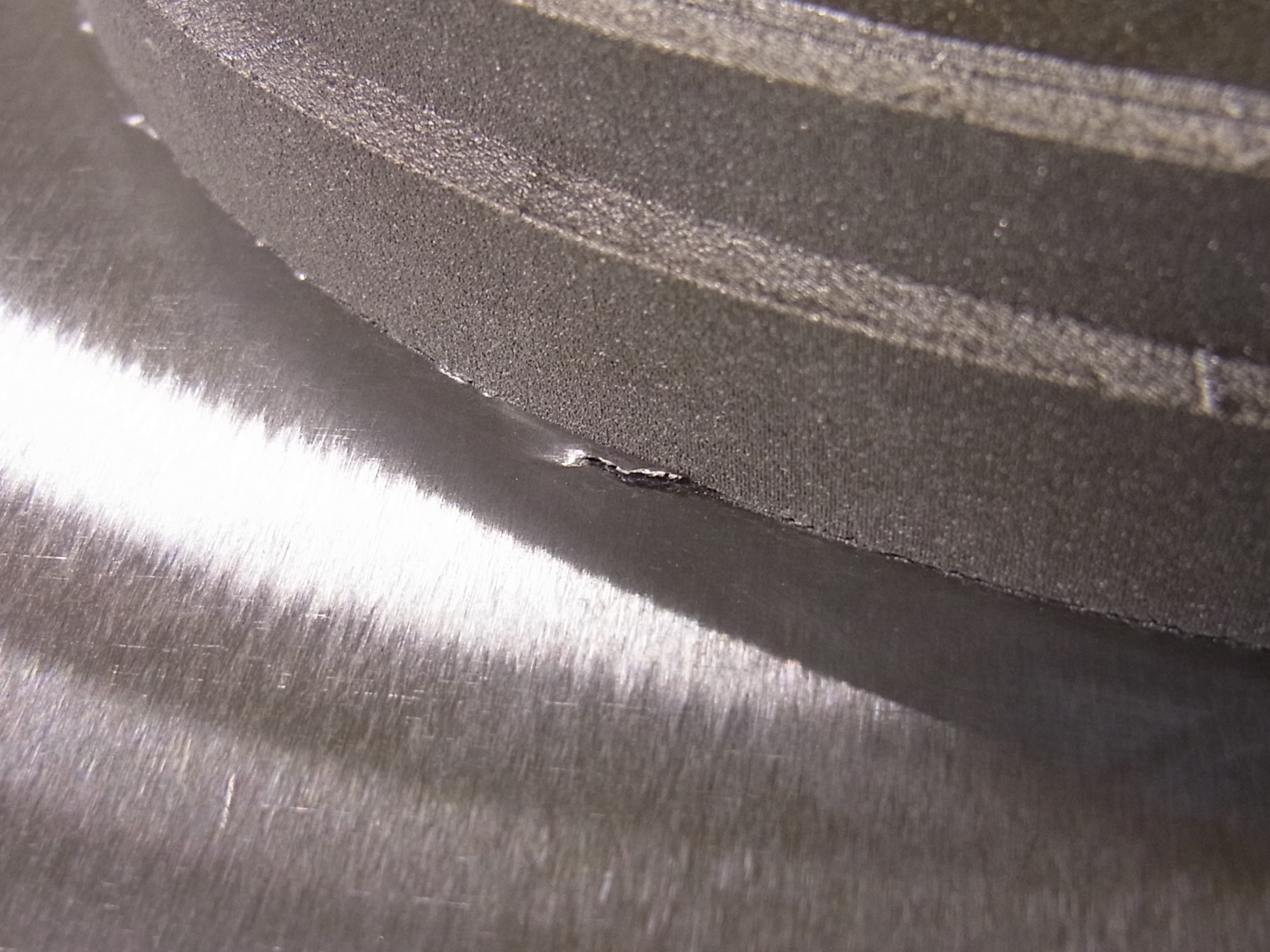
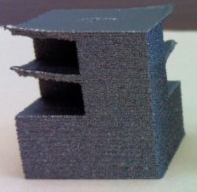 Fig.1 オーバーハング形状のそり[1]
Fig.1 オーバーハング形状のそり[1]
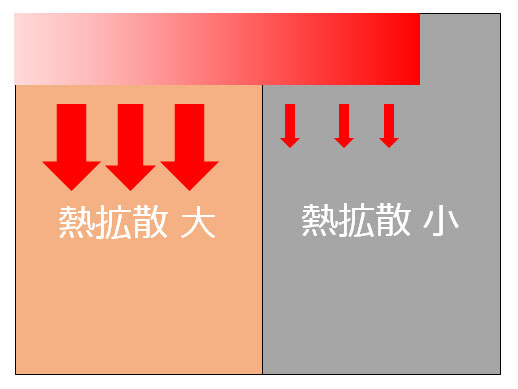
Fig.1にオーバーハング形状がそった状態の造形品の画像を示します。オーバーハング形状がそりやすい理由は、下層の粉末は熱伝導率がバルクに比べて低く[2]、熱応力がかかりやすいためと考えられています[3]。No.33にて紹介した通り、アンカーの役割を果たすサポートを設置することが一般的な対策です。サポートを設置した造形品をFig.2に示します。
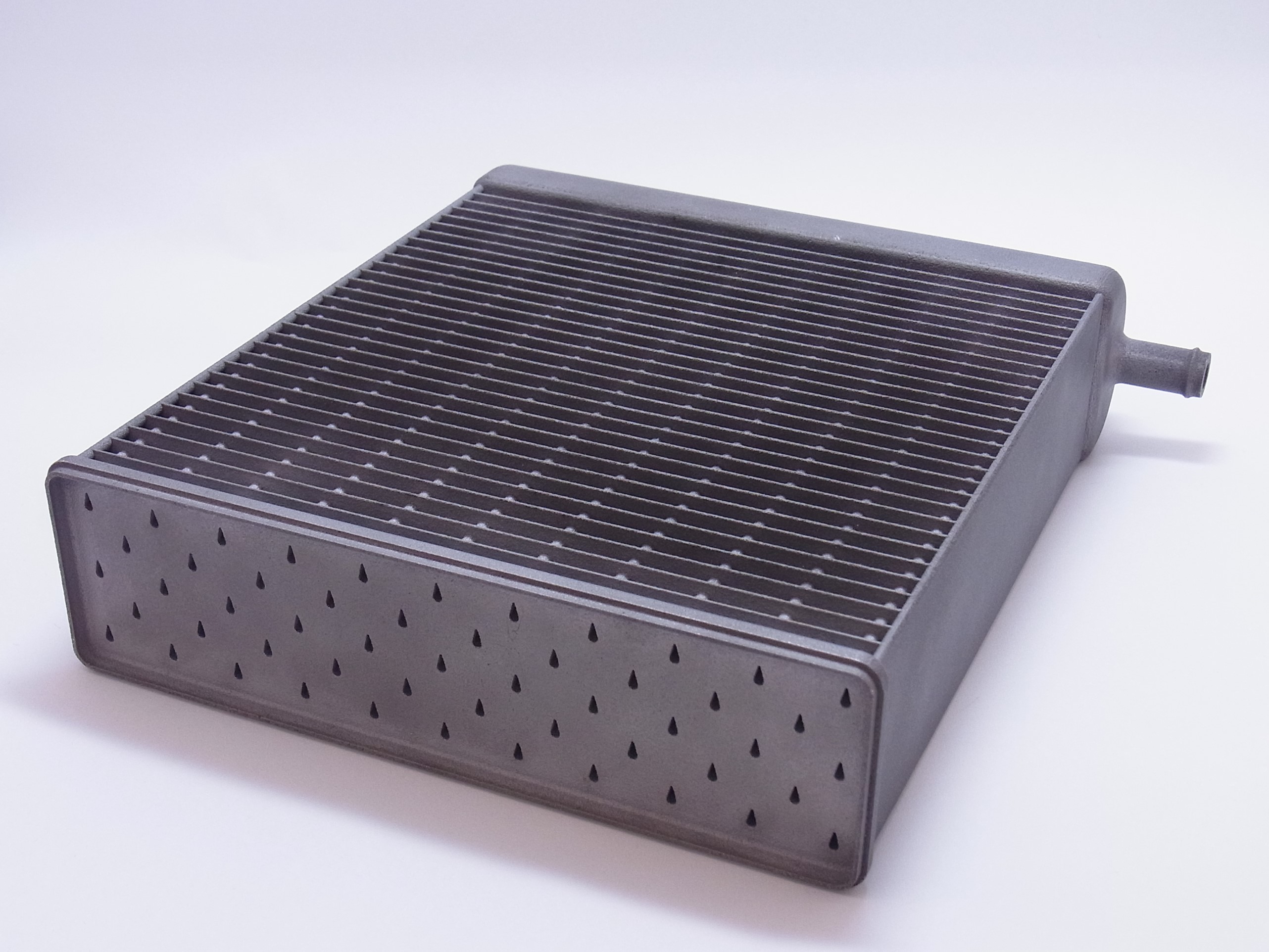
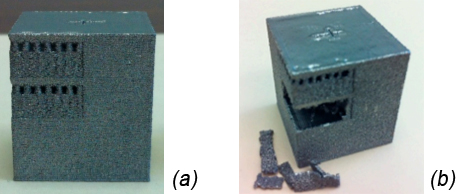 Fig.2 サポートを設置することによるそり対策 (a)サポート除去前 (b)サポート除去後
Fig.2 サポートを設置することによるそり対策 (a)サポート除去前 (b)サポート除去後
造形品の下部にサポートを設置することは、熱伝導率を高めることにも寄与するため、Fig.3のように、非接触のサポート(ヒートサポート)を設置することでオーバーハング部の熱を逃がしてそりを抑制する研究もなされています。
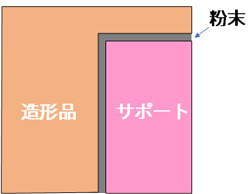 Fig.3 ヒートサポート側面図
Fig.3 ヒートサポート側面図
その結果をFig.4に示します。非接触であればサポート除去の必要がないため、コストメリットが生まれます。下面の荒れの対策を別途講じる必要があるため万能ではありませんが、ヒートサポートを活用することで効率的な造形が可能となります。
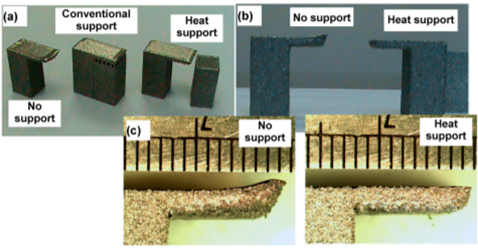 Fig.4 ヒートサポートのそり抑制効果
Fig.4 ヒートサポートのそり抑制効果
[1] Kenneth Cooper et al., Contact-Free Support Structures for Part Overhangs in Powder-Bed Metal Additive Manufacturing, Inventions, 2018, 3, 2
[2] Lien ChinWei et al., Thermal conductivity of metal powders for powder bed additive manufacturing, Additive Manufacturing, 2018; Vol.21: p201-208
[3] Bo Chen et al., Geometric consideration of support structures in part overhang fabrications by electron beam additive manufacturing, Computer-Aided Design, 2015; Vol.15: p102-111
関連コラム
-
2019.09.02
3Dプリント 金属造形
金属3Dプリンターの残留応力が品質へ及ぼす影響① - 基本形状 -
-
2019.08.23
3Dプリント 金属造形
金属3Dプリンターのオーバーハングが及ぼす下面の品質への影響
-
2019.08.05
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのDfAM - 横穴形状 -
