
3Dプリント試作品製作
- ホーム /
- サービス・ソリューション /
- 3Dプリント試作品製作 /
- 3Dプリント /
- 3Dプリント(金属3Dプリント)
3Dプリント(金属3Dプリント)
SOLIZEの金属3Dプリントが選ばれる理由
SOLIZEは国内最大級となる5台の金属3Dプリンターと複数の金属材料を用意し、さまざまな要望に対応できるよう受託製造体制を整備しています。熱処理や2次加工などの依頼にも対応可能です。
3Dプリントするだけなら、3Dプリンターさえあれば簡単だといわれていますが、金属の3Dプリントはいまだ新しい技術領域で、実用に耐えない場合が少なくありません。金属3Dプリントでは、金属造形を行う部品に対して部品形状、材料、設備特性などを考慮し、一品一様の造形方案を検討することが必要になります。
SOLIZEは、1990年の創業時から積み上げてきた3Dプリンター(積層造形)に関するノウハウとネットワークを活かし、金属3Dプリンターを活用したものづくりを全面的にサポートします。
金属3Dプリントのメリット
-
新たなアイデアと形状の実現
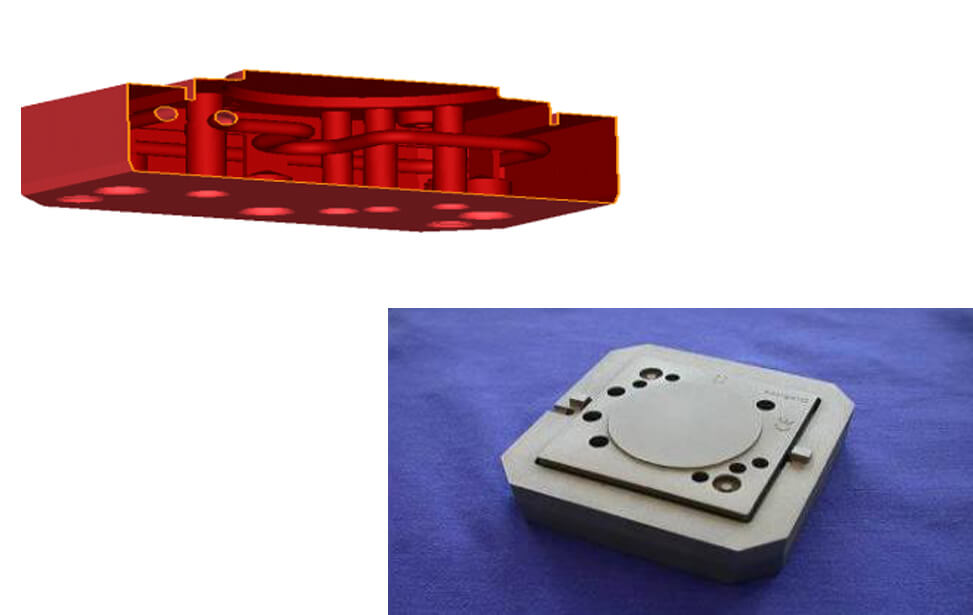
冷却効率の向上や製品の軽量化など、部品性能を向上させる設計が可能です。
例:金型の3D水管による冷却効率向上・構造最適化、ラティス構造などを採用した軽量化 -

生産性を向上
一体造形のため接合や組立が不要なので、生産効率が向上します。
例:トルクコンバーター一体成型でロウ付けの廃止
Pro X300ならサポートなしで造形が可能です。 -
リードタイム・コスト削減
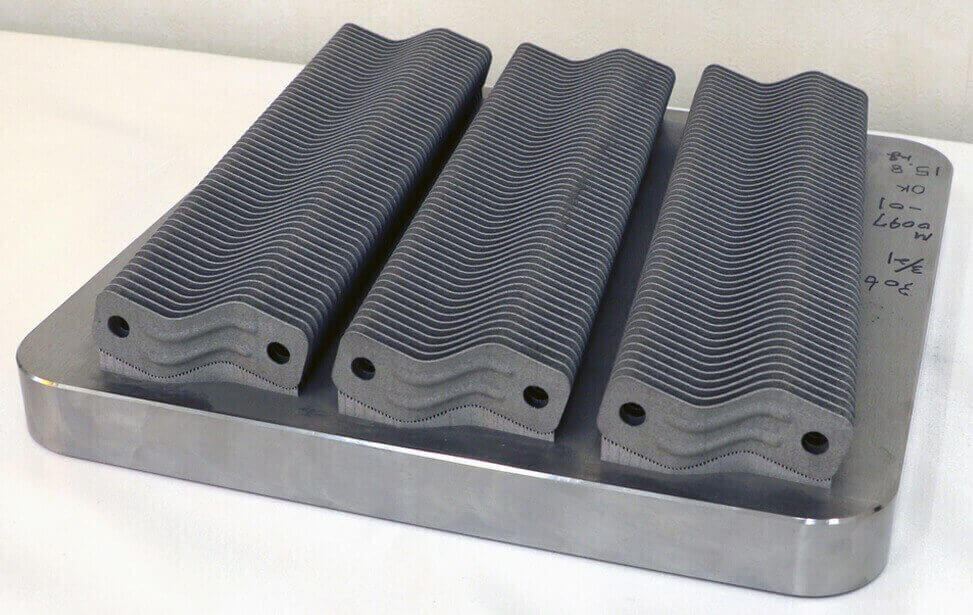
3Dプリントは設計変更が容易。金型不要で製作が可能です。
例:複数パターンでの試作品製作・金型不要で板金物試作製作・3次元形状面を支える冶具の製作
SOLIZEの取り組み
SOLIZEの保有する金属3Dプリンター
-

金属3Dプリンター ProX™ DMP300
ワークサイズ:250×250×300㎜ / レーザー出力:500W
-

金属3Dプリンター ProX™ DMP200
ワークサイズ:140×140×100㎜ / レーザー出力:300W
SOLIZEの取り扱う金属3Dプリント材料
マレージング鋼、ステンレス(SUS316L)、銅合金(CuCr)、ニッケル合金(インコネル718)
SOLIZEはお客さまのご要望に応じて、各種材料で造形できるかどうかの造形性の評価および物性評価を行います。
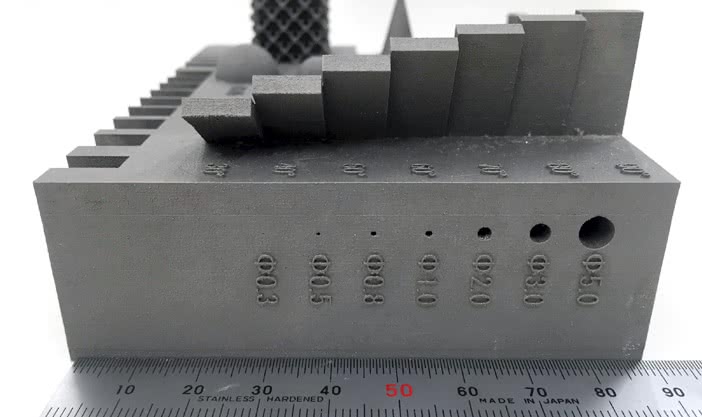
ダントツの解像度
ProX300の造形能力を数値化したサンプル(面粗さ:Ra5㎛・密度:99%台後半)
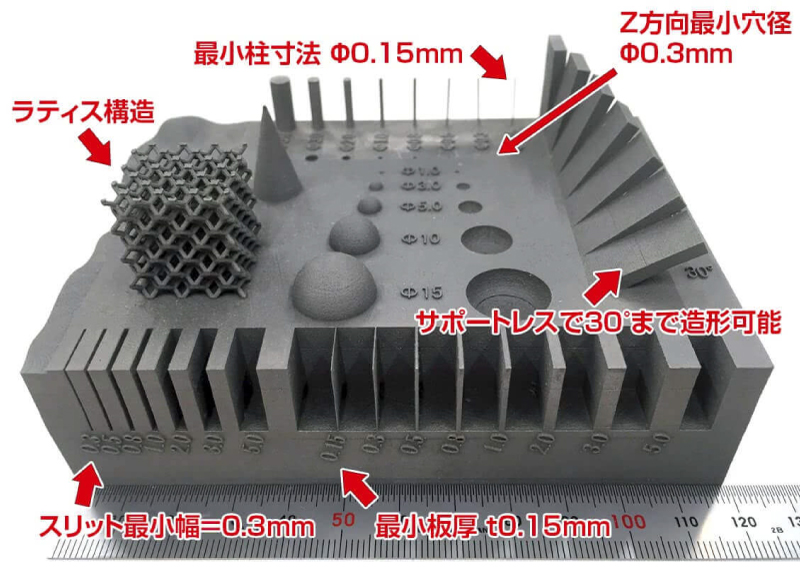 ラティス構造・スリット最小幅=0.3㎜・最小板厚t0.15㎜・サポートレスで30°まで造形可能・Z方向最小穴径 Φ0.3㎜・最小柱寸法 Φ0.15㎜
ラティス構造・スリット最小幅=0.3㎜・最小板厚t0.15㎜・サポートレスで30°まで造形可能・Z方向最小穴径 Φ0.3㎜・最小柱寸法 Φ0.15㎜
特許技術で優れた造形品質を実現
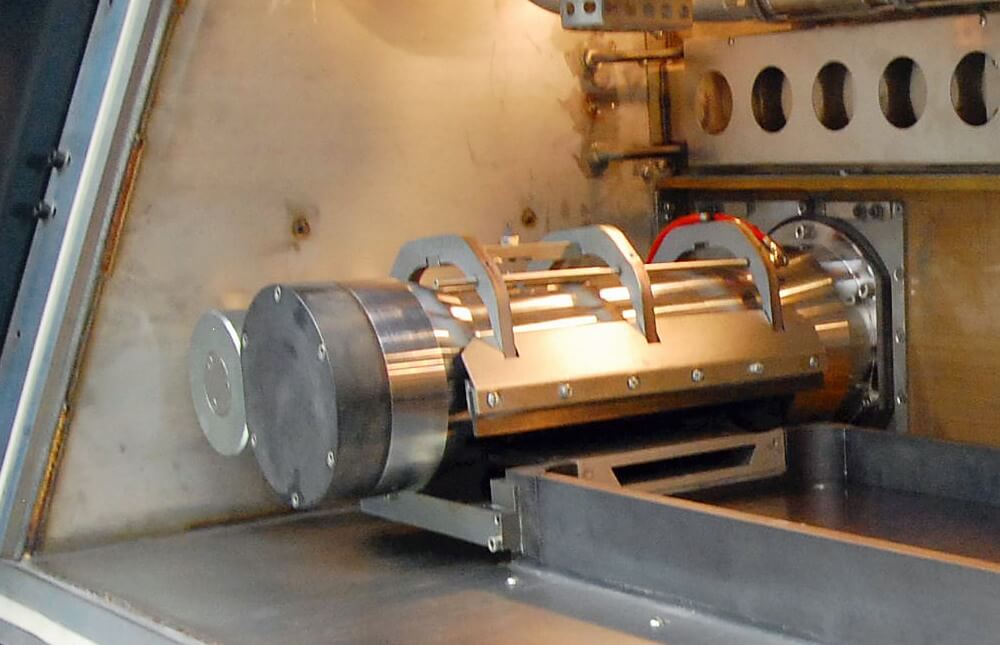
- ローラーワイパーレイヤリングシステム
-
ローラーが適切な圧力をかけながら粉末材料を敷いていくことで、積層の厚さや積層密度を最適化します。
- 造形バッチ間の品質のばらつきを抑制します
- 金属粉末の粒径のばらつきを吸収し、多様な材料への対応が可能です
- より細かい粒径の金属粉末(3㎛まで)への対応が可能です
ローラー方式のメリット
アンダーカット部の再現性
アンダーカット部は、最小30度までサポートなしで造形が可能です
(ブレード方式では45度が限界)
Φ0.5㎜~大径穴まで 横穴形状の再現性良好
ローラーの圧縮でパウダーベッドが硬いため、横穴形状、特に天面の再現性が良好です
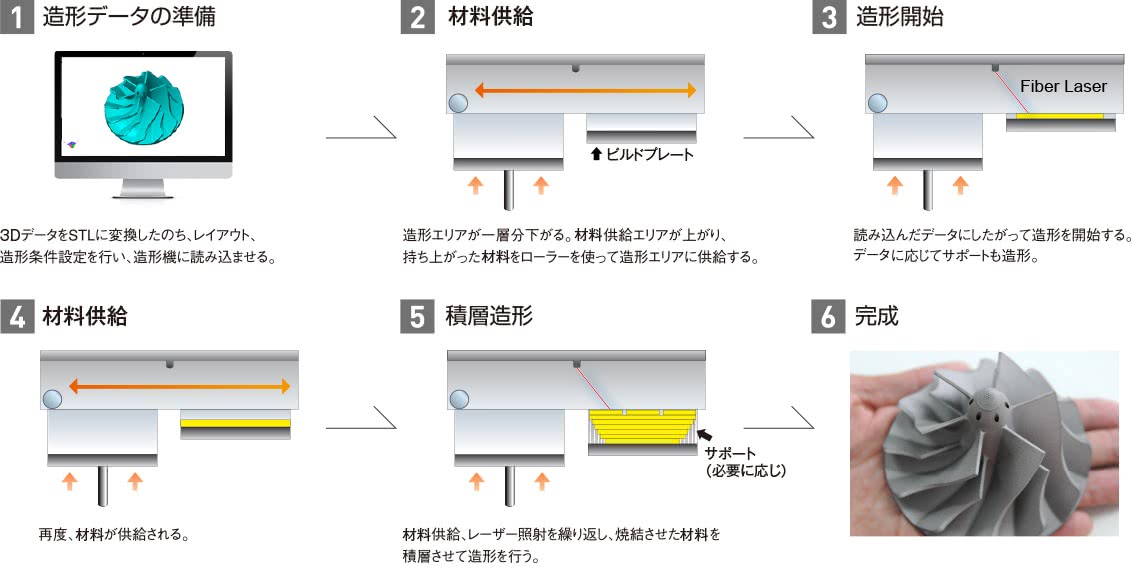
金属3Dプリントの仕組み ~3Dデータから金属3Dプリントされるまで~
3Dプリント試作品製作に関するお問い合わせ
サービスに関する情報をはじめとした各種資料(PDF)をご提供しています。
資料はまとめてダウンロードできます。お気軽にご利用ください。

-

お電話でのお問い合わせ
受付時間 10:00-12:00、
13:00-17:00(平日のみ) -

フォームでのお問い合わせ
お見積り・お問い合わせに関する回答は、1営業日以内にご連絡します。